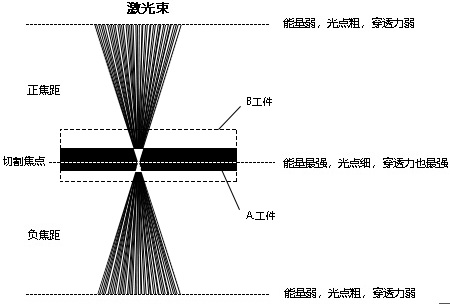
激光焦点位置至关重要,实验发现钕铁硼对激光焦距敏感,高低误差0.1mm就会导致钕铁硼切割后性能下降(原因:激光通过激光切割头照射在材料上导致热量分布不均匀)。 参考下图,厚度不同的a、b工件的切割焦点位置(材料厚度*0.6=焦点位置)误差需≤±0.1mm。 注意:在切割过程中有高压惰性气体吹入,会使工件晃动,激光切割焦距变化会让切割非常不稳定,故需要固定装置夹紧切割。